
مقایسه تولید فیلم پلی اتیلن به روش اکستروژن بادی برای HDPE و LDPE
دو روش اصلی برای اکسترود فیلم استفاده می شود: اکستروژن فیلم بادی و اکستروژن فیلم ریخته گری در هر دو روش پلیمر ذوب شده و سپس پلیمر مذاب وادار به خروج از یک شکاف باریک می شود. این شکاف ممکن است یک خط مستقیم (فرآیند اکستروژن ریخته گری) یا به صورت حلقوی ( فرآیند اکستروژن بادی) باشد.
در نتیجه فیلم نازک یکی از اشکال ورق یا حباب را خواهد داشت. در هر دو روش فیلم خروجی از دای سرد شده و به دور یک هسته رول می شود. اکسترودرها از نظر شکل سیلندر به دو دسته تقسیم می شوند: قطر داخلی سیلندر صاف باشد یا شیار داشته باشد. در آمریکای شمالی اغلب اکسترودرهایی که استفاده می شوند، اکسترودرهایی با سیلندر داخلی صاف هستند. که در ابتدا برای فرآیند انواع رزین ها استفاده می شدند.
اکسترودرهای با سیلندر شیار دار برای افزایش سرعت فرآیند تولید بهینه شده اند. نواحی شیار دار سیلندر، اصطکاک بین پلیمر و سطوح برل را افزایش می دهند. معمولا رزین هایی با وسکوزیته ی بالا مثل HDPE با این نوع اکسترودر ها فرآیند می شوند. نایلون شیرینگ، تسمه پلاستیکی، تسمه فلزی را از پلی کام با بهترین کیفیت و مناسب ترین قیمت تهیه کنید.
اکسترودرهایی با سیلندر شیار دار طول کمتری از اکسترودرهای معمولی دارند. نسبت طول به قطر که برای تعیین طول پیچ و سایز استفاده می شود، برای اکسترودر با سیلندر شیار دار 21:1 تا 28:1 و برای اکسترودر معمولی از 24:1 تا 30:1
نسبت بالا آمدن حباب ( BUR) و آرایش یابی پلیمر
به منظور تولید فیلم با بهترین خواص فیزیکی در فرآیند فیلم اکستروژن، می بایستی تعادل درستی بین آرایش یابی فیلم در جهت ماشین(خط تولید) و جهت عمود بر خط تولید برقرار شود. این نسبت یا این تناسب و از طریق نسبت بالا آمدن حباب ( BUR) به دست می آید.
(BUR) Blow up Ratio
به منظور دستیابی به نسبت BUR بالا مورد نیاز جهت دستیابی به خواص بهینه فیلم، خط تولید فیلم بادی HDPE قطر دای کوچکتری دارد ، رزین های پلی اتیلن دیگر مثل LDPE و LLDPE معمولا در BUR بسیار پایین تری ( پایین تر از 3-2 ) کاربرد داردند. فاصله دای ( شکاف دای) معمولی برای خط فیلم بادی HDPE ، 1.5- 1 میلی متر است. در حالی که برای LDPE و LLDPE باریکتر است.
همان طور که در شکل 1 . نشان داده شده است خط فیلم بادی HDPE یک ساقه حباب بلند بسیار ویژه دارد. پیشنهاد می شود که ارتفاع این ساقه 7 تا 9 برابر قطر دای باشد. یک چنین حبابی با یک ساقه بلند،توسط یک خط خنک کن بلند ایجاد می شود.
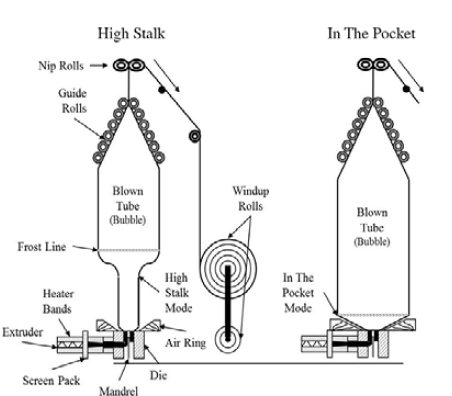
شکل1. مقایسه فیلم بادیLLDPE و HDPE
که این خط وظیفه انتقال فاز پلیمر را از فاز مذاب به فاز جامد بر عهده دارد. خط خنک کن بلند این امکان را برای پلیمر فراهم می کند تا تعادلی بین خواص پلیمر یعنی بین آرایش یافتگی در جهت عمود بر جهت خط و جهت خط تولید ایجاد کند.
جهت عمودی: TD Transver Direction جهت خط تولید: MD Maechie Direction
HDPE :
آرایش یافتگی دو جهته مولکول های پلیمر در فیلم بادی برای دستیابی به تعادل در خواص فیزیکی فیلم بسیار مهم است. آرایش یافتگی دو جهته فیلم بادی HDPE در مقایسه با LLDPE و LDPE متفاوت است .
به دلیل تفاوت در ساختار پلیمر ها، شاخه های جانبی در LDPE ، طولانی و در LLDPE در مقایسه با LDPE کوتاه تر هستند اما HDPE ، شاخه های جانبی بسیار کمی دارد و بسیار هم کوتاه هستند. در نتیجه آرایش یافتگی فیلم بادی HDPE در جهت ماشین بسیار آسان است. دستیابی به آرایش یافتگی در جهت عرضی بسیار سخت تر است .
شکل حباب با ساقه بلند فیلم بادی HDPE ، برای فیلم HDPE زمان بیشتری برای خنک شدن قبل از رسیدن به ناحیه ایی از حباب که بیشترین قطر را دارد، فراهم می کند. این ناحیه جایی است که حباب بزرگتر می شود و فیلم شروع به کشیده شدن در جهت عرضی می کند و آرایش یافتگی عرضی را ایجاد می کند.
فیلم سردتری که به بالای ساقه می رسد آرایش یافتگی عرضی بیشتری در مقایسه با فیلم نهایی دارد. فیلم سرد، همچنین، مقدار آرایش یافتگی عرضی ثبت شده از فیلم نهایی را بهبود می بخشد. همچنین ریلکسیشن مولکول های پلیمر را که در جهت عرضی آرایش یافته اند به تاخیر می اندازد.
پس از اینکه پلیمر از ناحیه آرایش یافتگی عرضی عبور کرد، وارد مرحله نهایی فرآیند می شود، یعنی جایی که فیلم از خط خنک کن به سمت رول جمع کن در بالای خط جابه جا می شود. در این موقع فیلم ابتدا ، شروع به کشیده شدن در جهت ماشین می کند.
ریلکسیشن مولکول های پلیمری که در جهت عرضی آرایش یافته اند در فیلم سرد، سخت تر است. بنابراین آرایش یافتگی عرضی بهتر نگه داشته می شود. برعکس، اگر فیلم گرم بشود، مولکول های پلیمر راحت تر می توانند ریلکس کنند و مقدار آرایش یافتگی عرضی در فیلم نهایی به طور قابل توجهی کاهش می یابد.
تسمه کش پنوماتیک، تسمه کش اتوماتیک، تسمه کش نیمه اتوماتیک را از مجموعه پلی کام با بهترین کیفیت و مناسب ترین قیمت تهیه کنید.
LLDPE:
LLDPE با توزیع وزن مولکولی باریک برای تولید فیلم مورد استفاده قرار می گیرد. LLDPE می تواند به تنهایی یا آلیاژ با سایر رزین ها مثل LDPE ، HDPE ، EVA و … استفاده شود. همچنین می توانند در فیلم هایی با ساختار کواکسترود شده به طور موفقیت آمیزی استفاده شود.
LLDPE معمولا در اکسترود با سیلندر صاف فرآیند می شود. طول استاندارد اکسترود می تواند بین 24:1 اینچ تا 30:1 باشد. باید توجه داشت که نسبت بالا آمدن فیلم ( BUR) از قطر دای فیلم باد شده و سطح لایه فیلم مورد نظر محاسبه می شود از این رو محاسبه مستقیم قطر حباب آسان نیست. قطر حباب از عرض سطح لایه فیلم محاسبه می شود.
قطر حباب 63/0 برابر عرض سطح لایه فیلم است. برای LLDPE مقدار استاندارد BUR بین 2:1 و 1: 5/3 است. مشکلات پایداری حباب معمولا زمانی مشخص می شوند که BUR خیلی بالا باشد. نسبت بالای MD TD / برای فیلم آرایش یافته زمانی اتفاق می افتد که BUR خیلی کم باشد.
به علت وسکوزیته برشی نسبتا بالای رزین با توزیع وزن مولکولی باریک ، رزینLLDPE تمایل به اکسترود شدن در پهنای گپ دای می کند، از حدود 2.3 میلی متر تا 2.8 میلی متر. اگر فرمولاسیون فیلم شامل کمک فرآیند باشد، گپ دای باریک باید استفاده شود. با این وجود، گپ دای 1.6 میلی متر برای اکسترود 100% LLDPE متداول است حتی با وجود کمک فرآیند.
اگر گپ دای برای رزینی که اکسترود می شود خیلی باریک باشد، فیلم در معرض شکست مذاب و فشار هد بالا قرار می گیرد و برعکس اگر گپ دای خیلی پهن باشد برای رزینی که اکسترود می شود، مشکلات پایداری حباب و فیلم به شدت آرایش یافته اتفاق می افتد. تسمه روغنی، تسمه گالوانیزه، تسمه فنری، تسمه کش دستی از محصولات تخصصی مجموعه پلی کام می باشند. جهت دریافت اطلاعات بیشتر با ما تماس بگیرید.

ارتفاع خط خنک کن ( FLH)
تقریبا ارتفاع بالای دای فیلم باد شده است. جاییکه مذاب پلیمر جامد می شود. FLH معمولا از طریق تنظیم حجم هوای خنک کن از ایر رینگ، کنترل می شود. عملا، در کل، هوای خنک روی ماکزیمم سرعت خروجی و پایداری حباب تنظیم می شود. با این وجود، این تنظیمات اثرات زیادی روی خواص فیلم می گذارند.
در FLH کم، خواص نوری فیلم LLDPE بهتر می شود. اما خواص مکانیکی فیلم مانع از آرایش یافتگی بیشتر MD/TDمی شود. برعکس خواص مکانیکی فیلم LLDPE متعادل تر می شود. اما خواص روشنایی فیلم در FLHS بالا تر ، ضعیف تر می شود.
- Blown film extrusion
- Cast film extrusion
- Smooth bore extruder
- Grooved feed extruder
- Frost Line Height
دو روش اصلی برای استفاده از اکسترود فیلم چیست؟
دو روش اصلی برای اکسترود فیلم استفاده می شود: اکستروژن فیلم بادی و اکستروژن فیلم ریخته گری. برای خواندن اطلاعات بیشتر با پلی کام همراه باشید.
LLDPE چه کاربردی برای تولید فیلم دارد؟
LLDPE با توزیع وزن مولکولی باریک برای تولید فیلم مورد استفاده قرار می گیرد. LLDPE می تواند به تنهایی یا آلیاژ با سایر رزین ها مثل LDPE ، HDPE ، EVA و در فیلم هایی با ساختار کواکسترود شده به طور موفقیت آمیزی استفاده شود.

دیدگاهتان را بنویسید